
Baghouse Dust Collector
High-Efficiency Industrial Dust Collection System | Purify Production Environment
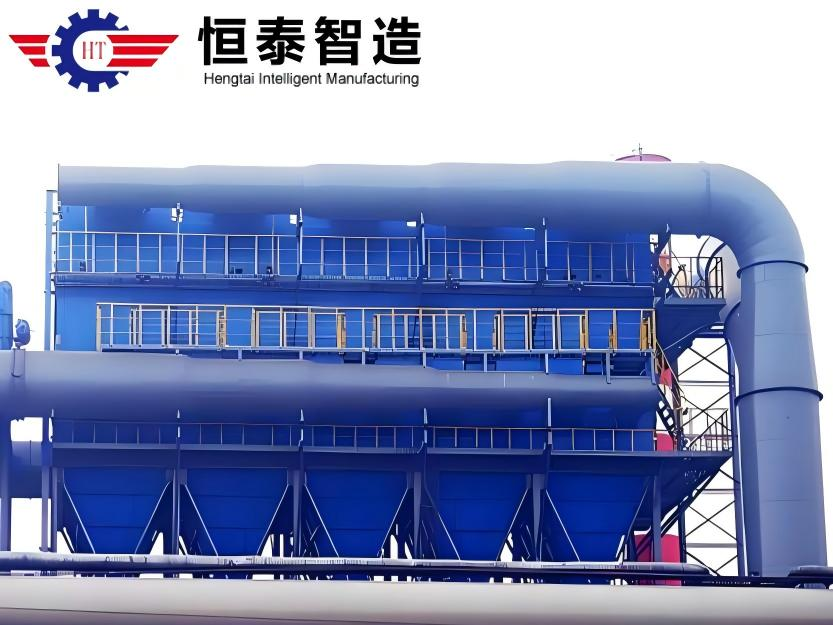
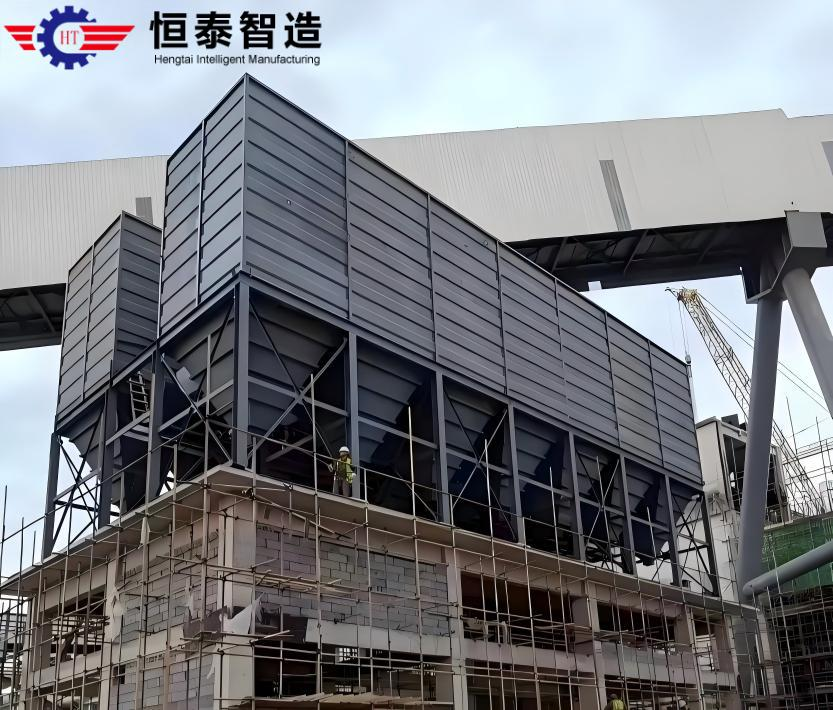
Product Overview
The Baghouse Dust Collector is a high-efficiency dry filtration dust removal system specially designed for industrial dust control. The equipment adopts high-quality filter bags as the filtration medium. When dusty gas passes through the filter bags, dust is trapped on the surface of the filter bags and gradually forms a dust layer (dust cake), thereby further improving the filtration efficiency.
The overall dust removal efficiency of the machine is as high as 99.9%–99.99%. It is widely used in cement, electric power, metallurgy, mining, chemical industry, boiler, material conveying and crushing production line industries.

Core Advantages
- ✅ Ultra-high filtration efficiency, dust removal rate up to 99.99%
- ✅ Suitable for fine, dry, non-fibrous dust
- ✅ Stable operation and low maintenance cost
- ✅ Modular structure design, easy installation and quick filter bag replacement
- ✅ Multiple ash cleaning methods to adapt to different working conditions
- ✅ Long service life of filter bags, economical and reliable operation
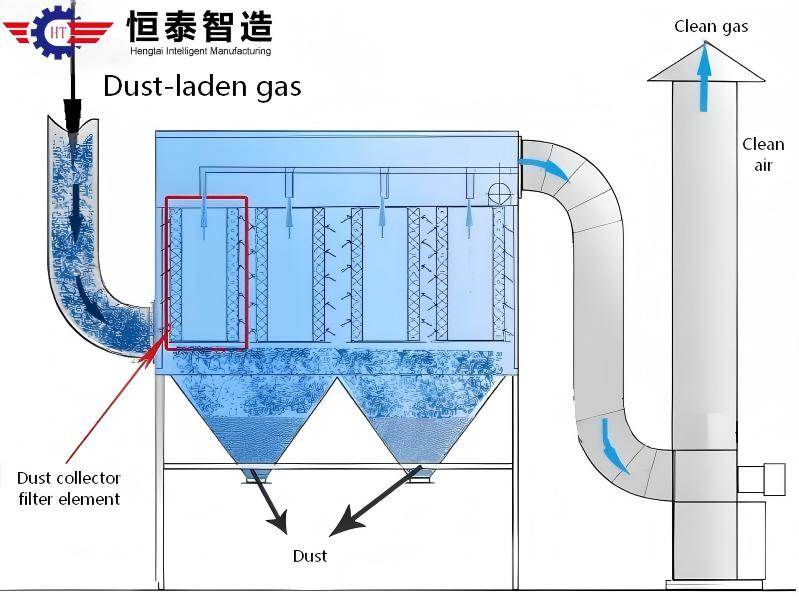
Working Principle
After the dusty gas enters the pre-separation chamber of the dust collector, the larger and heavier dust particles directly settle into the ash hopper under the action of gravity and inertia.
Fine dust enters the filter bag area with the airflow. The dust is trapped on the outer surface of the filter bag, and the clean air passes through the filter bag into the clean air chamber and is discharged.
When the system resistance reaches the set value, the dust collector automatically starts the pulse jet or reverse air cleaning system to shake off the dust attached to the surface of the filter bag into the ash hopper, ensuring the continuous and stable operation of the equipment.
Structure & Configuration
Air Inlet Mode
Top Air Inlet / Bottom Air Inlet
Pressure Form
Positive Pressure Type / Negative Pressure Type
Filter Bag Form
Round Filter Bag (Most Commonly Used)
Optional Ash Cleaning Methods
Pulse Jet Cleaning
Reverse Air Cleaning
Mechanical Vibration Cleaning
Control Mode
Differential Pressure Automatic Control
Timing Automatic Control
Equipment Operation Video
Typical Application Fields
- Cement Production Lines: Effectively collect dust generated in raw material crushing, grinding and clinker cooling processes
- Thermal Power Plants & Industrial Boilers: Purify flue gas dust to meet environmental protection emission standards
- Mining & Crushing Screening Production Lines: Control dust pollution in ore crushing, screening and conveying links
- Metallurgical & Steel Industry: Collect dust from smelting, rolling and sintering processes
- Chemical & Fertilizer Industry: Treat dust from material mixing, granulation and drying processes
- Material Conveying & Storage Systems: Reduce dust overflow during material handling and storage
Explosion-Proof Configuration (Optional)
For combustible or explosive dust working conditions, the baghouse dust collector can be equipped with the following explosion-proof solutions:
- Anti-static filter bags
- Explosion relief panels / Explosion-proof valves
- Spark arresters and pre-separation devices
- Temperature and carbon monoxide (CO) monitoring systems
- Grounding and overall anti-static protection
Model Selection Reference Factors
When selecting a baghouse dust collector, please focus on the following parameters:
- Treatment air volume (m³/h)
- Dust concentration and particle size
- Gas temperature and humidity
- Gas chemical composition
- Presence of explosion or corrosion risks
- Installation environment (indoor / outdoor)
Our engineers can assist you in selecting the most suitable dust collector model and configuration plan according to your working conditions.
Frequently Asked Questions (FAQ)
Q1: What is the dust removal efficiency of the baghouse dust collector?
Depending on the filter material and operating conditions, the dust removal efficiency can generally reach 99.9%–99.99%.
Q2: Can it handle high-temperature flue gas?
Yes. By selecting high-temperature resistant filter materials such as PPS, PTFE and glass fiber, it can be applied to high-temperature flue gas working conditions.
Q3: Is it suitable for flammable and explosive dust?
Yes. Through explosion-proof designs such as anti-static filter bags and explosion relief devices, it can be safely used in related working conditions.
Q4: How often do the filter bags need to be replaced?
Usually 1–3 years, depending on the dust properties and operating conditions.
Q5: Is customized solution supported?
Yes. We can provide customized design according to your air volume, dust characteristics and on-site conditions.
Cooperation & Consultation
Get More Information & Exclusive Solutions
The Baghouse Dust Collector of Shandong Hengtai Intelligent Manufacturing has become the preferred dust removal equipment for global mining and industrial enterprises. If you need to know more about equipment model quotations or customize exclusive production line solutions, please feel free to contact us!
Contact Phone: +86 18288664797
Email: ht6234nibin@gmail.com
Address: Intelligent Equipment Manufacturing Industrial Park, High-tech Zone, Linyi City, Shandong Province